Verdens avanserte hydrauliske SRB-verktøy for dyphullsutstyr
Pneumatisk boreverktøy
| Diameterområde | Kjedelig bar | Diameterområde | Kjedelig bar | Diameterområde | Kjedelig bar |
| Φ35-Φ37 | Φ32 | Φ38-Φ43 | Φ35 | Φ44-Φ48 | Φ40 |
| Φ49-Φ60 | Φ43 | Φ61-Φ72 | Φ56 | Φ73-Φ77 | Φ65 |
| Φ78-Φ87 | Φ70 | Φ88-Φ107 | Φ80 | Φ107-Φ137 | Φ100 |
| Φ138-Φ177 | Φ130 | Φ178-Φ250 | Φ160 | Φ250-Φ400 | Φ220 |
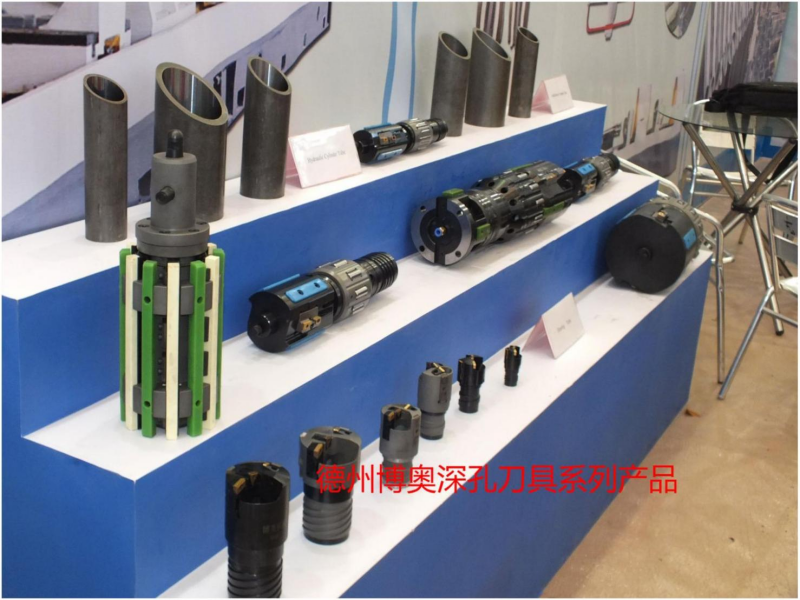
Hydrauliske SRB-verktøy
Operasjon:
Det er grovt borehode på den øvre enden, med tre grupper med vendeskjær (mekanisk fastspenning) og tre grupper med styrepute av karbid.Grovt borehode skjærer av det meste av materialet, bak med flytende skivehode, der det er installert tre grupper (seks stykker) med fine innsatser.Skivehodet reduserer bølgemerker og korrigerer avviket på overflaten.Den bakre delen av verktøyets rullepoleringshode, med 640 ruller som arbeider på den indre veggen av hullet, som kan danne den glatte overflaten og oppnå bedre profil.Når behandlingen er ferdig, krympes skiveinnsatsen under hydraulisk kontroll, mens valsen også kan trekkes tilbake for å forhindre skade på hulloverflaten.
Egenskaper :
Maskinering av kaldtrukket sømløst stålrør, sveiset kaldtrukket rør, varmvalserør og støpt rør.Juster enkelt og raskt størrelsene på innsatser, styrepute og sandruller.Når handlingen er fullført, trekkes skivekassetten, styreputen og rullen raskt inn, og beskytter effektivt mot skade på hulloverflaten.Ved å ta i bruk designet med høy effektivitet, integrering av fem prosedyrer i en engangsprosess for å fjerne en stor lagerfjerning, noe som betydelig forbedrer produktiviteten ved å være 20 ganger tradisjonell honemaskin og 510 ganger vanlig boremaskin med dype hull, i mellomtiden forlenger levetiden til verktøyene.Etter bearbeiding øker overflatehardheten med ca. 30 %, presisjonen er opp til IT8 ovenfor. Ruhet er opptil Ra 0,050,2μm.For å forbedre kompatibel presisjon, øke slitestyrken og forlenge levetiden til reservedeler.Etter valsepolering blir oljesylinderen korrosjonsbestandig og slitebestandig, og oppnår utmerket overflatefinish og forlenger levetiden til tetningsringen eller tetningsdelene.